Omni3D Air Circulation System™
En el mundo de la impresión 3D, la potencia de las impresoras industriales depende cada vez más de una cámara cerrada y calentada activamente. Este factor ofrece la posibilidad de controlar y mantener un entorno de temperatura adecuado en el proceso de impresión.
Muchos clientes están convencidos de que una cámara calentada y un sistema de circulación de aire adecuado son los aspectos clave que determinan la decisión de compra a la hora de elegir una impresora 3D. Es difícil no estar de acuerdo, ya que muchos fabricantes de impresoras del mercado sólo ofrecen un calentamiento pasivo de la cámara: con la ayuda de la plataforma de impresión. Por eso hemos desarrollado nuestro propio sistema de circulación de aire caliente. Al utilizar un calentador de 2 kW, podemos evaluar el comportamiento de la impresión, tanto durante la impresión como durante el enfriamiento. La ubicación del calentador en la parte inferior de la máquina es crucial. El aire caliente que sale a través de los cortes regulares en la carcasa del calentador se distribuye hacia arriba por el ventilador de alta eficiencia, y no sólo se acumula en la plataforma de trabajo.
Esto crea una especie de ciclón con una temperatura controlada en el espacio de trabajo de hasta 70°C. Esta solución evita el problema de la distorsión de la impresión, ya que el aire caliente no se sopla directamente sobre la impresión. De hecho, somos capaces de imprimir elementos de gran tamaño con materiales exigentes que se encogen durante la impresión, como el ABS. El sistema de flujo de aire de Omni3D es perfecto en situaciones en las que las impresiones deben durar docenas o incluso cientos de horas de impresión continua. Se vuelve especialmente importante cuando queremos modelos precisos y repetibles con un cierto grado de relleno. Para ilustrar la afirmación anterior, utilizaré una infografía preparada por nuestros especialistas del departamento de Impresión.
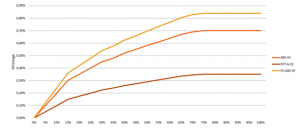
El diagrama anterior muestra la relación entre la contracción y el grado de relleno del elemento impreso para tres tipos de filamento: ABS-42, PET-G-32 y PC-ABS-47. Como se puede ver, la contracción de la impresión en ABS aumenta con el nivel de relleno, llegando incluso al 0,7% con un relleno del 70-100%. Por lo tanto, es posible predecir una contracción específica para un modelo dado y eventualmente ampliarlo para mantener los parámetros dimensionales especificados. Es importante señalar que al mantener una temperatura alta y constante durante la impresión, la contracción no se produce durante el proceso, sino después de su finalización. Como resultado, el material se contrae uniformemente en todas las direcciones, reduciendo la deformación geométrica y las tensiones internas. Todo se reduce a las siguientes conclusiones: si queremos imprimir a partir de materiales técnicos que requieren una temperatura adecuada y constante en el interior de la impresora, es necesario disponer de un equipo con una cámara de calentamiento activo. Entonces el único límite pasa a ser nuestra imaginación y nuestro espacio de trabajo 😊.