Omni Cube
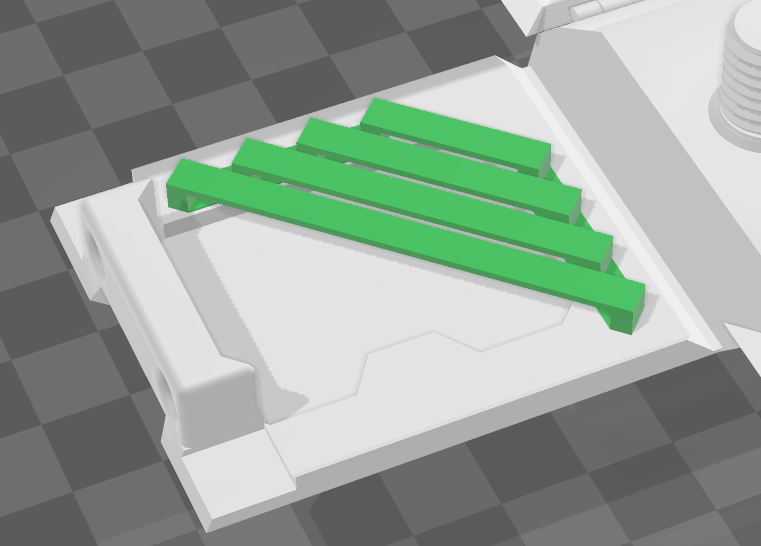
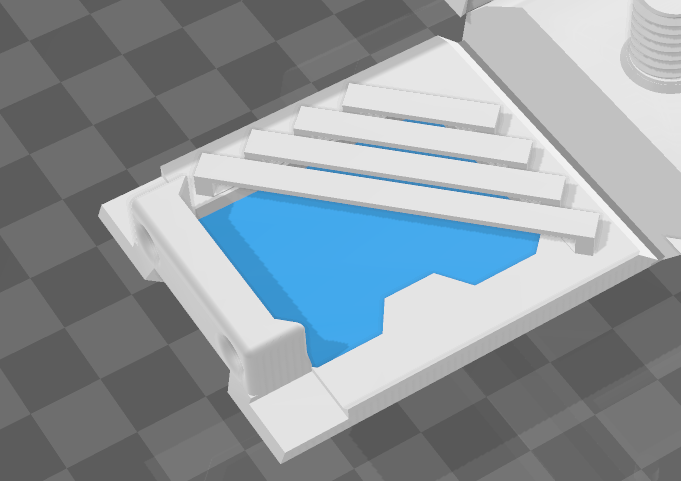
Bridge – Bridging is a term that refers to plastic that needs to be extruded between two points without any support from below. For larger bridges, you may need to add support structures, but short bridges can typically be printed without any supports to save material and print time.
Transparent glazing – despite transparent filaments, during FDM printing the filament is extruded in certain paths, making it impossible to create a transparent surface straight after removing the part from the printer. Such parts will still transmit light, but further processing with polishes is required to achieve greater transparency. Note, however, that perfect transparency will not be achieved.
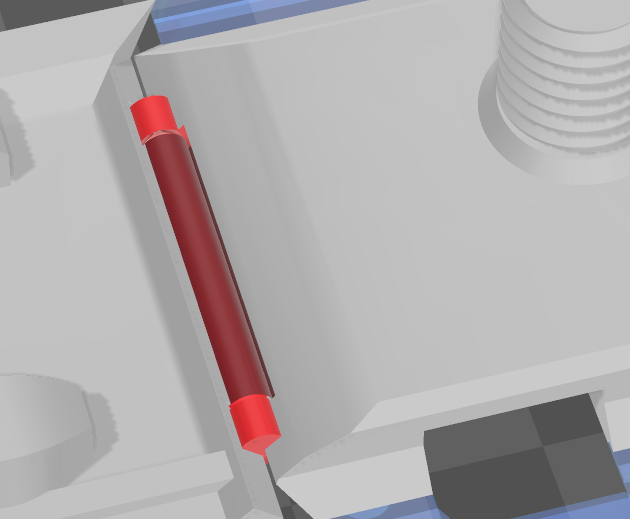
Connectors made of TPC material – the flexible connector is able to withstand a large number of bends without damaging itself. The materials have been joined at the printing stage and are permanently bonded without gluing.

This thread is made with a layer of 0.1 mm and with added tolerances. Standard threads will fit very tightly, exerting stresses and eventually causing the printed threaded part to break.
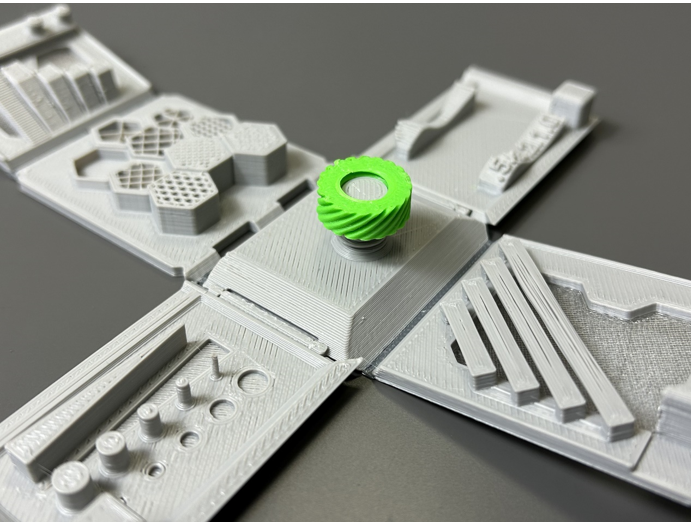
Tolerance in 3D printing – usually parts made with a tolerance of „0” will not fit into each other. Assume that a 0.1mm fit will be tight and may require additional surface treatment, 0.2mm will be a fit with slight play, and 0.3mm will ensure that the parts move freely relative to each other.
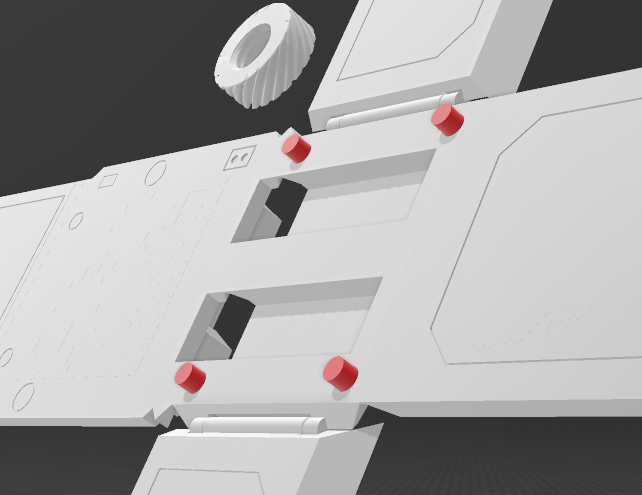
Printing mating elements – the hinge was made in one printing process. After printing, the elements are interlocked with each other. The distance between the surfaces is 0.25 mm. If the printer is well calibrated the hinges will work properly, and printing them in one printing process will provide more strength than would be possible in separate processes.
Printing snaps – the fit for the parts to lock against each other is 0.05 mm in this case. Note that the tolerance varies between types of filament.
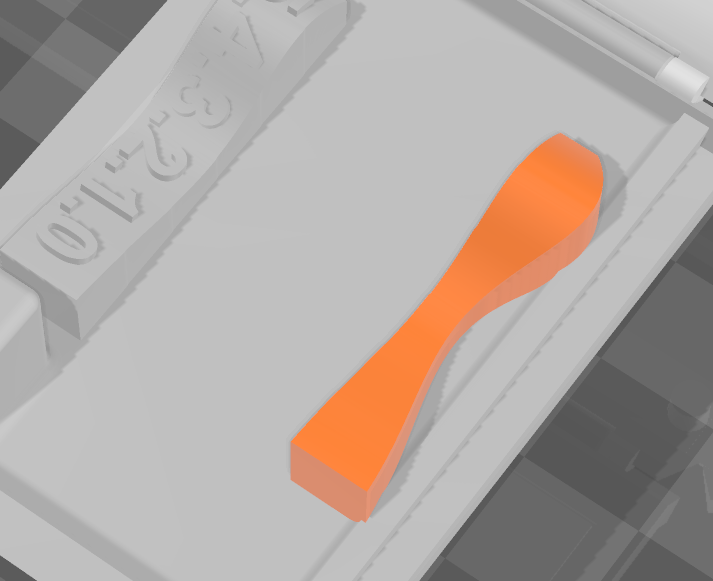
Selecting the orientation of the part in terms of quality. The workpiece has the same curvature on the top and side surfaces. It is easy to see that the side surface has better quality and accuracy than the top surface. The top curvature had to be approximated with a step of different layer heights of 0.2mm, so you can see clear jaggies.
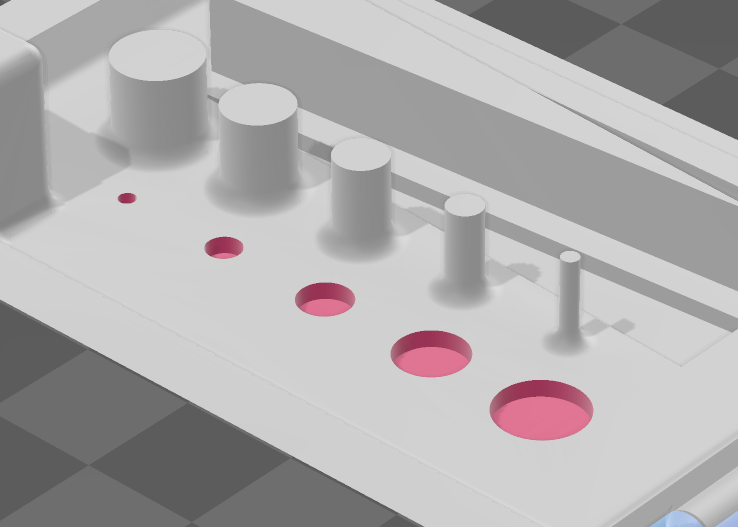
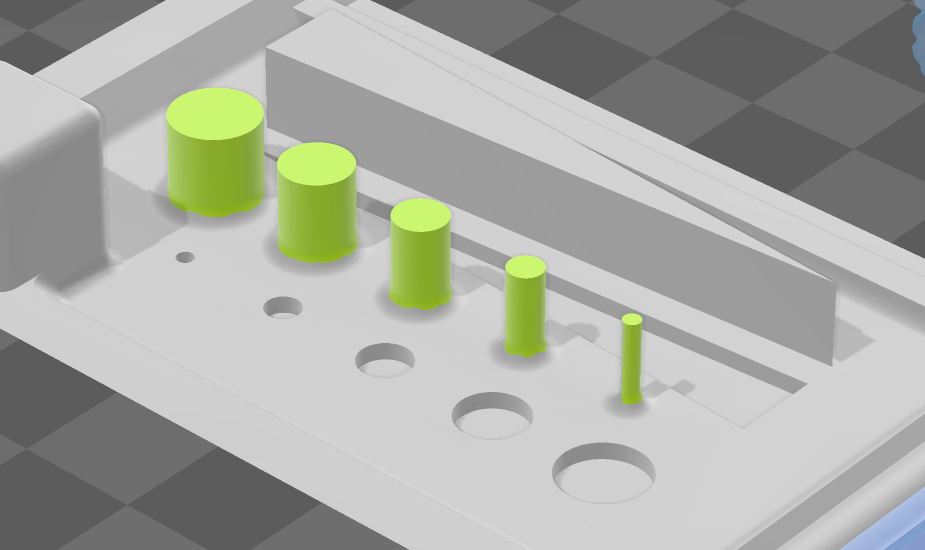
Holes – due to the nature of the application of the remelted material, internal holes are usually about 0.1mm smaller in diameter relative to the 3D model.
Thin walls – the slicer will automatically skip parts of the model that are less than 2 times the width of the path, which in this case is 0.96mm.

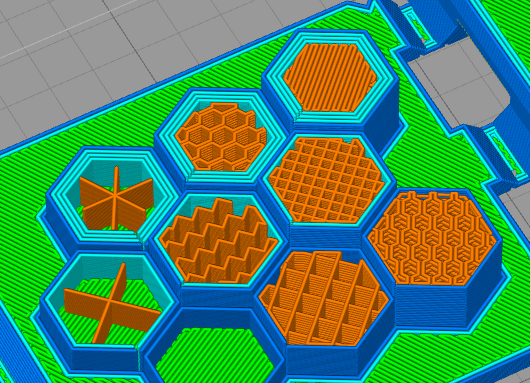
Infill – variable percentage in the range from 0 to 100%, the infill is generated automatically by the program.
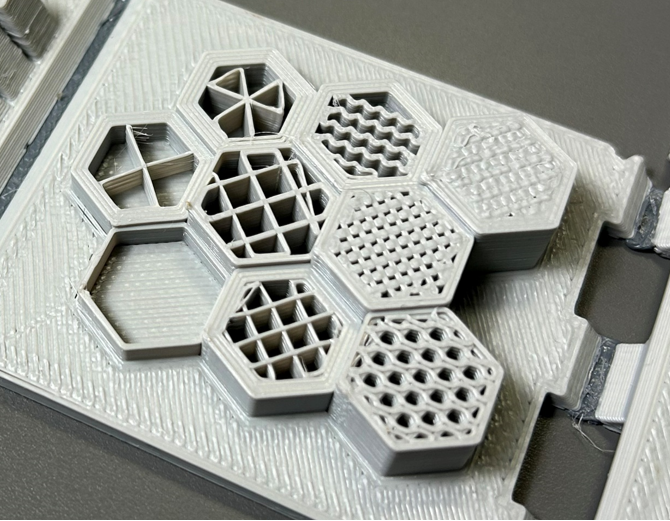
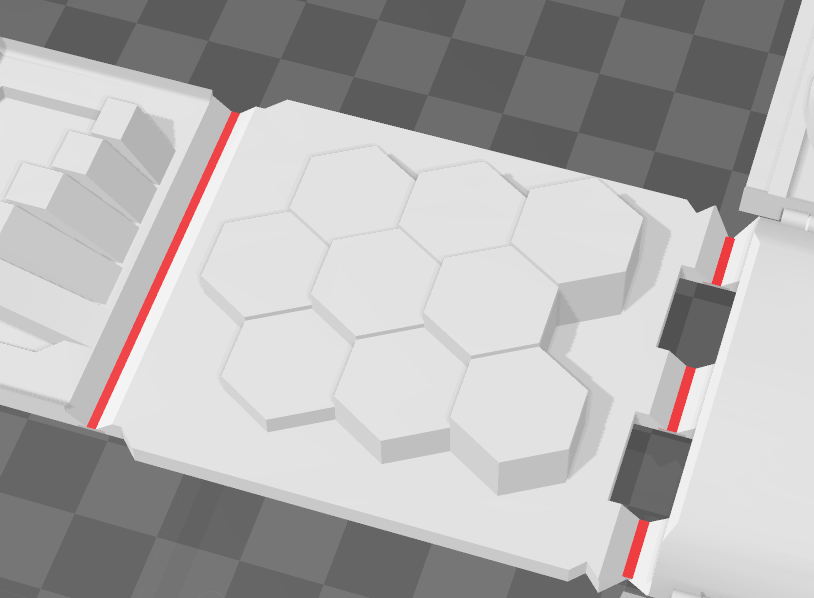
Infill – various infill patterns are available in the slicer: grid, triangles, honeycomb, among others. Note, however, that complicated infill patterns can significantly affect the length of the printing process.
Layer height – in the recommended range from 20% to 75% of the diameter of the nozzle.
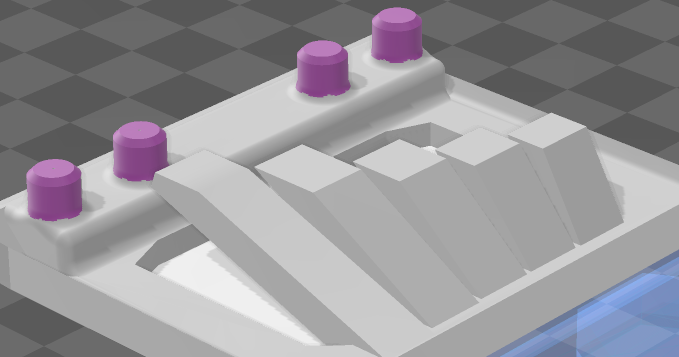
Overhang – it is possible to make sloping walls without the use of supports. The angle depends on the height of the layer and the diameter of the nozzle. It is about 50 degrees on average. If the unsupported wall slopes more, surface inaccuracies will be created.
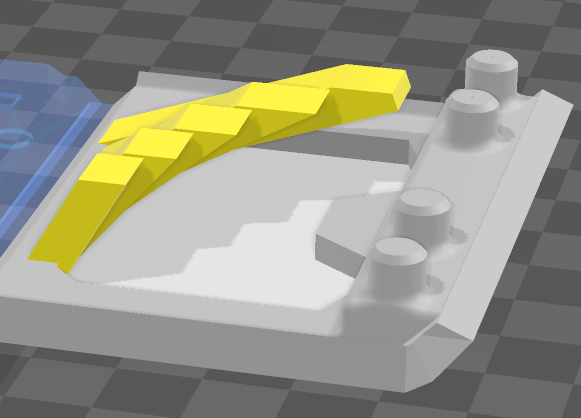
Printing a larger area without supports – if the slicer is able to generate a bridge on a given surface, it is possible to print without supports while maintaining the aesthetics of the surface.
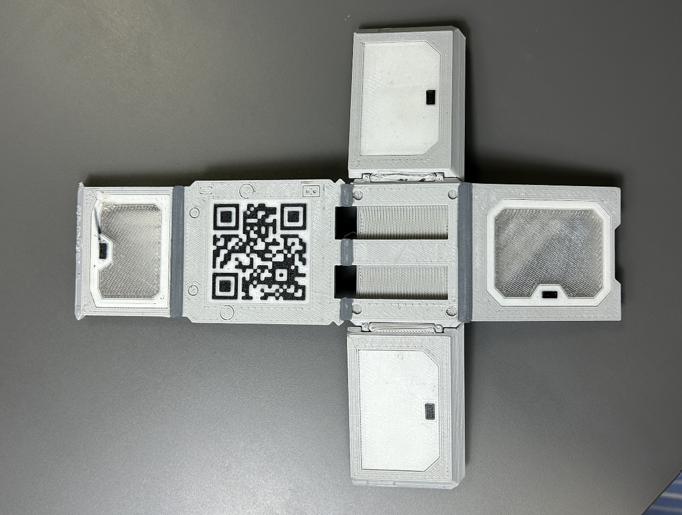
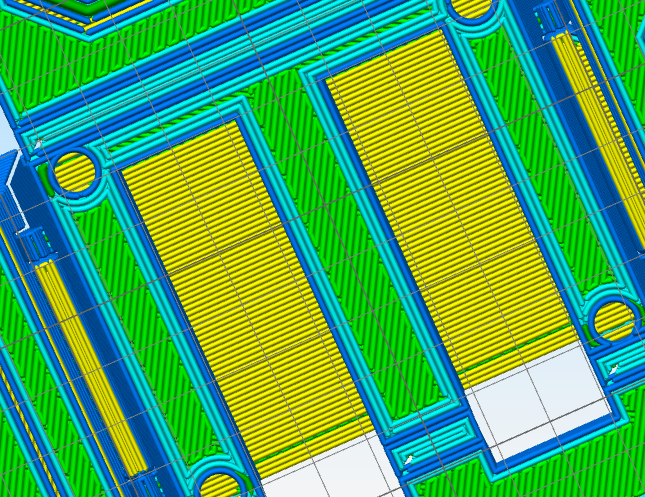
Multi-material printing – was obtained by printing a bunch of gcode files with a change of material between processes. Separate files were prepared for pieces made of white ABS, black ABS, gray TPC and gray ABS. This process avoids bonding materials to each other, which translates into increased strength of the finished print. Joints between the different materials are created by melting them at the nozzle, forming a uniform layer.
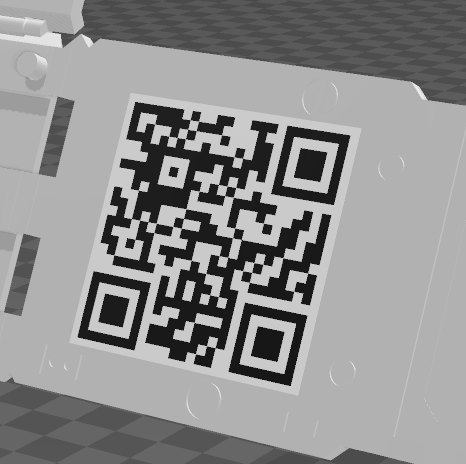
QR code – by using multi-material printing, it was possible to print a code that would be readable by cameras.
Feet of TPU material were printed separately and glued. It was not possible to make the parts sticking out from underneath while avoiding the supports – this would have significantly reduced the quality of the print.