Enhancing 3D printed part strength with the use of model division and orientation optimization – Diehl Controls
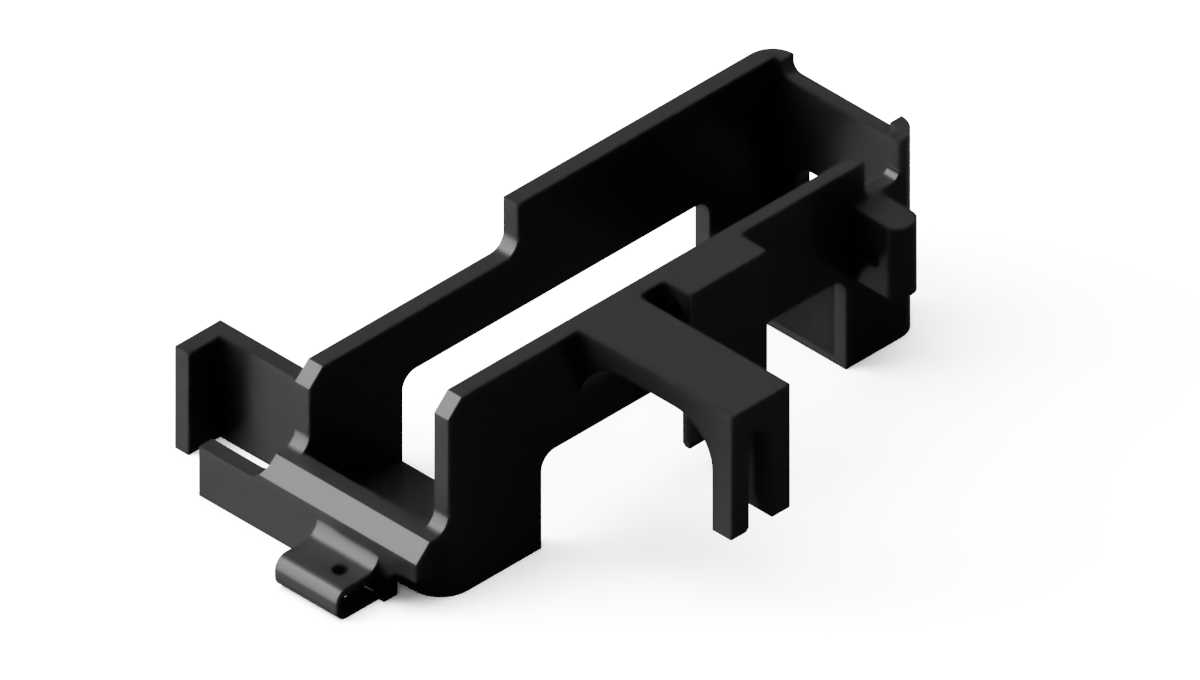
We were approached by Diehl Control with the challenge of 3D printing a model demanding high strength in multiple axes. Standard approaches to printing this particular part have proven to be insufficient.
The challenge
Reportedly, the part was very susceptible to breaking into multiple pieces when dropped or otherwise not used carefully. The challenge here comes from one of the significant drawbacks of 3D printed parts, being inherently anisotropic. As a result, parts may exhibit superior strength and structural integrity in certain directions, while others may be weaker and more susceptible to failure. This limitation poses challenges when designing and printing components that require consistent and uniform mechanical properties in all directions.
Identifying possible points of failure
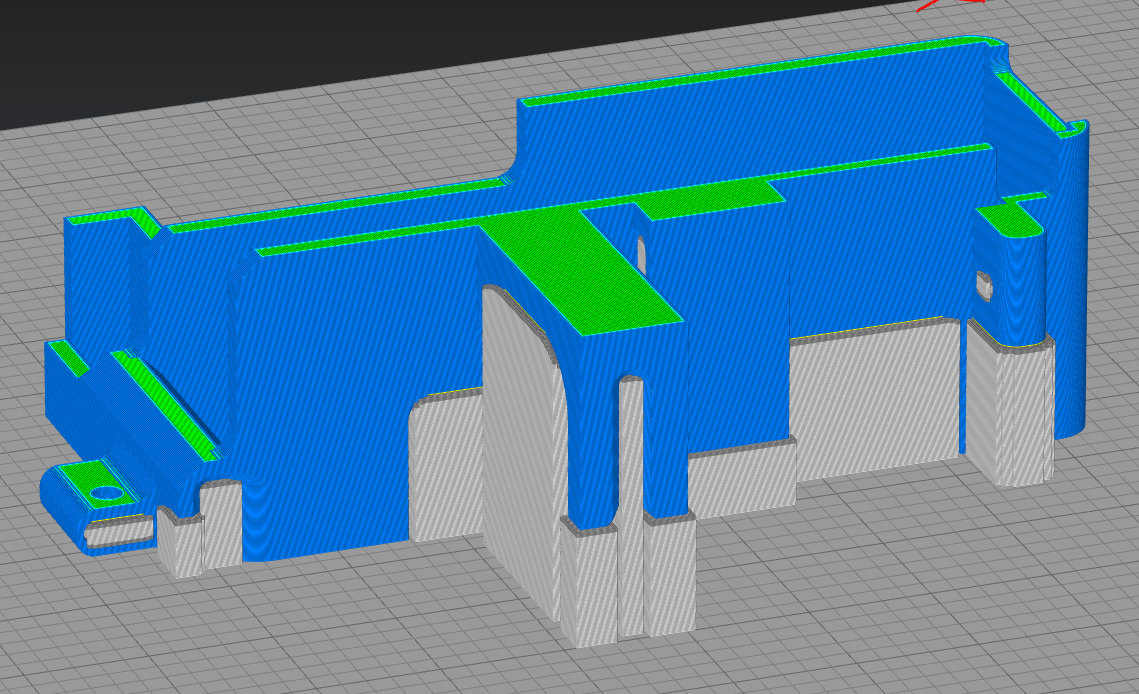
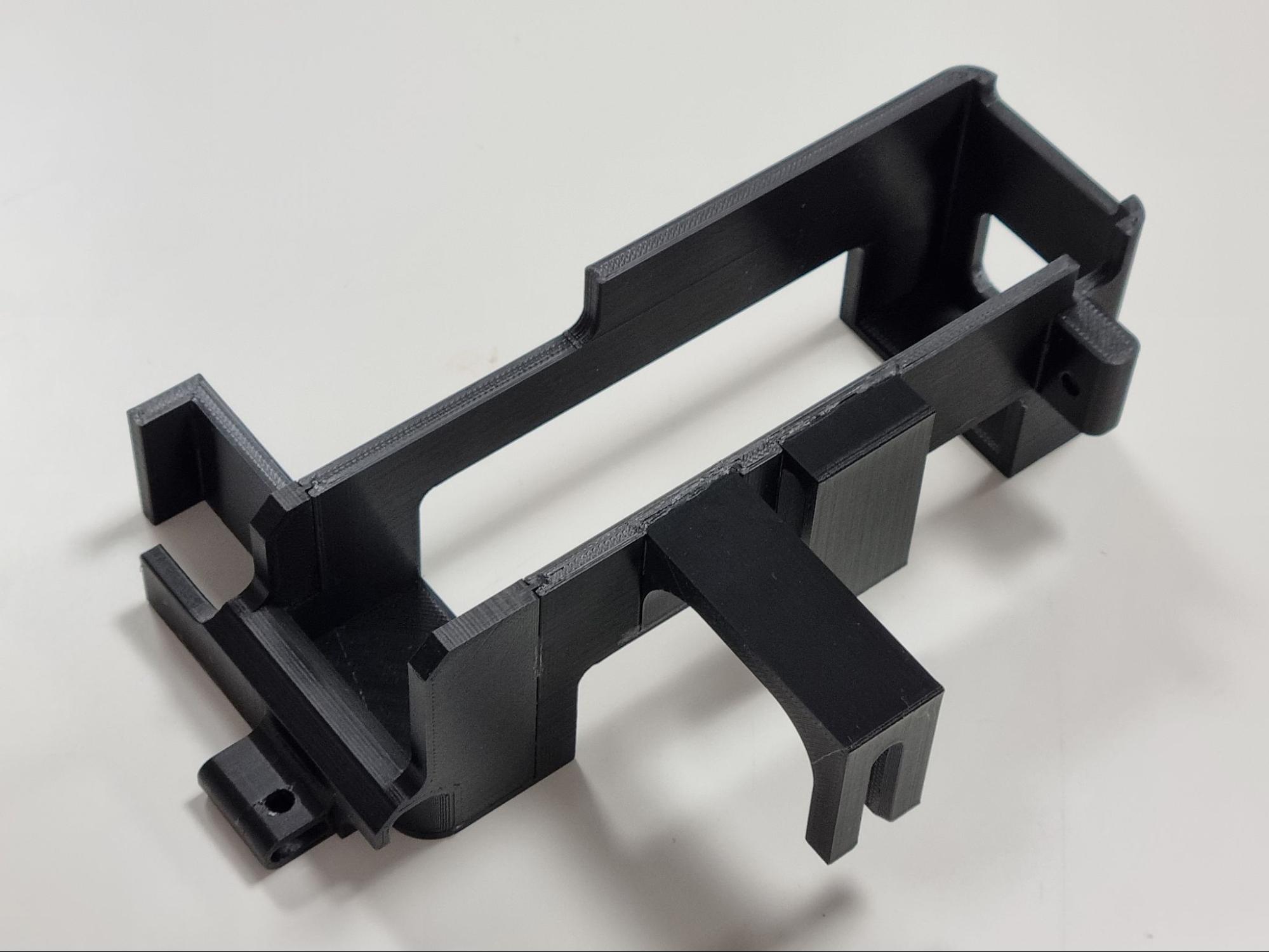
In order to identify possible weak points of the part, we first have to determine optimal orientation for the part. We determined that the orientation shown above strikes the best balance between minimizing the amount of support structures while maximizing the overall strength of the model. Alternatively the model could also be printed upside down, however that orientation required more support structure and because of that consumed more time and material.
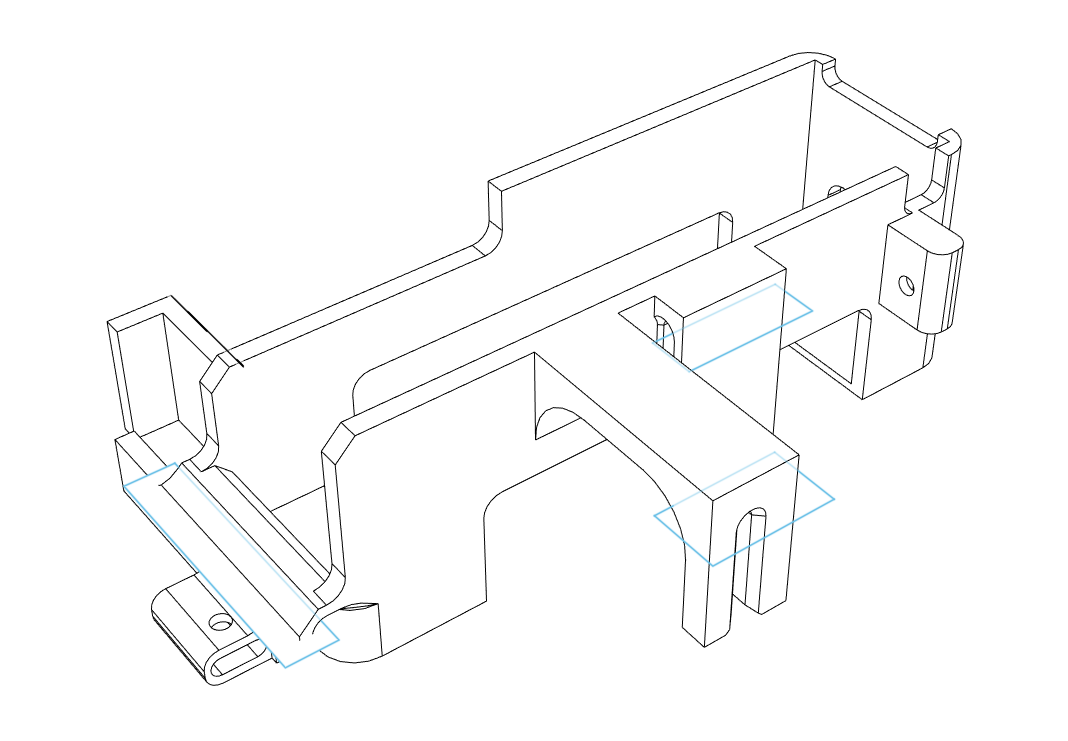
This orientation, although optimal with the standard approach introduces weak points along layer lines in places with low cross-section areas as shown in the picture above.
Solution
Instead of printing the entire model as one we decided to divide the model into smaller ones and print them separately. Designing in features and tolerances to ensure accurate assembly once printed was an important part of this step.
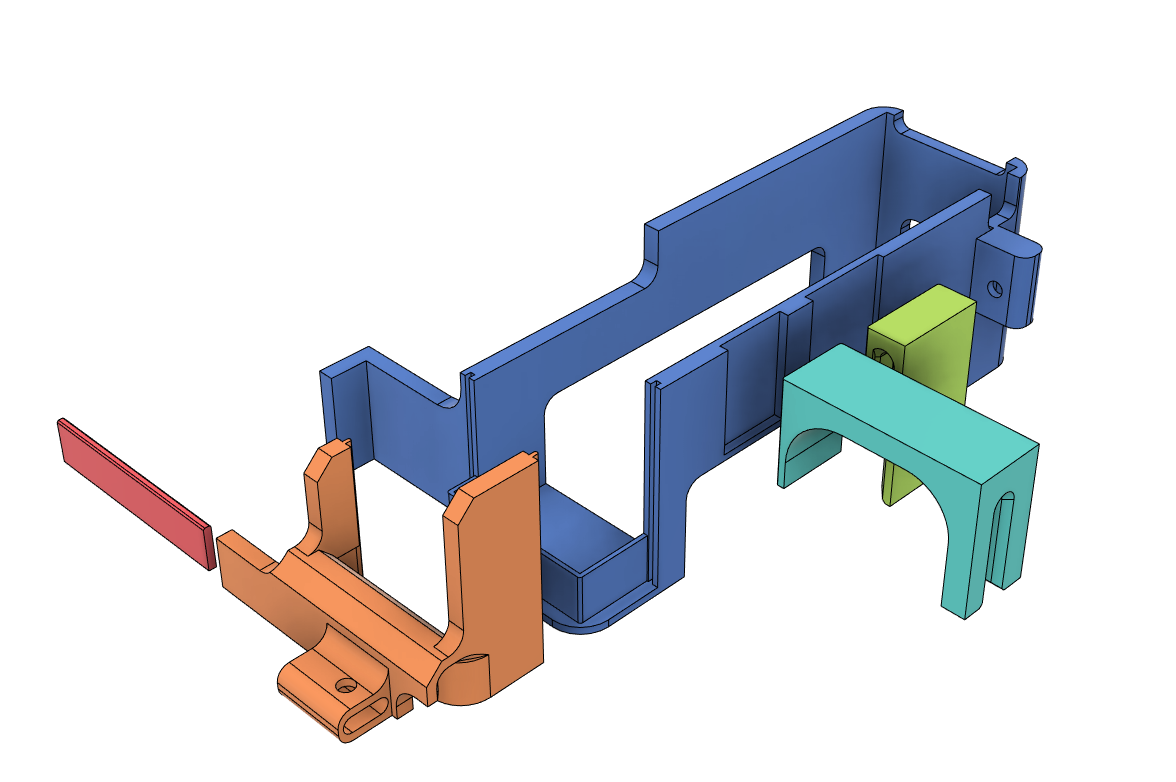
This approach allowed us to optimize orientation and strength for each individual part without having to work out a compromise.
Printing and assembly
All parts were printed on an Omni Tech machine using ABS ESD by Kimya (as per the application requirement) with HIPS-20 support structure. With supports removed, the model was assembled with the use of an engineering grade ARALDITE® 2000 adhesive.

During testing the finished model exhibited improved strength in previously identified weak points with print time mostly unchanged. Total printing time was 10:50 hours with the finished piece weighting 109.12g (not including support structures).
The project including modifying the part, printing and assembling has been completed by our 3D Printing Technologist – Bartosz Liberski.
