")
Studium przypadku: Common S.A. (sektor energetyczny)
Wysoka dokładność wymiarowa dla części końcowych
Druk 3D często kojarzony jest z prototypowaniem. Ten projekt pokazuje coś więcej — wykorzystanie druku 3D do produkcji finalnych komponentów, gdzie dokładność wymiarowa i powtarzalność są absolutnie kluczowe.
Wyzwanie
Firma Common S.A. to polskie przedsiębiorstwo inżynieryjne z 35-letnim doświadczeniem w projektowaniu systemów pomiaru gazu, która stanęła przed koniecznością opracowania rozwiązania spełniającego nowe wymagania klientów oraz zaostrzone normy środowiskowe.
Nowe oczekiwania klientów oraz bardziej rygorystyczne wymagania środowiskowe zmusiły zespół do ograniczenia hałasu generowanego przez urządzenia do pomiaru objętości, w szczególności gazomierze rotorowe. Jednocześnie rozwiązanie musiało być na tyle oryginalne, aby umożliwić ochronę patentową i wejście na nowe rynki.
Ponieważ rozwój wymagał wielu iteracji i testów, zespół potrzebował metody produkcji, która mogłaby zapewnić:
- tanie opracowywanie złożonych prototypów,
- dokładność wymiarową poniżej 0,1 mm
- realizację geometrii niemożliwej do wykonania tradycyjną obróbką.
Dwa ograniczenia sprawiły, że tradycyjne metody były niepraktyczne:
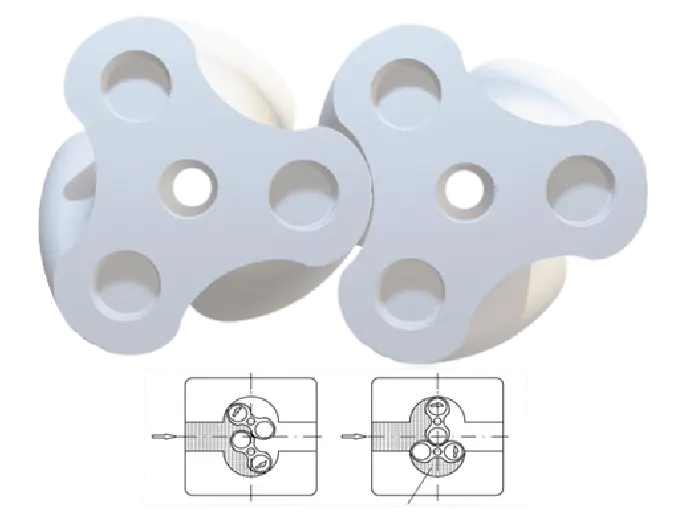
- zewnętrzny profil cykloidalny, który jest niezwykle trudny do obróbki,
- wewnętrzna, ażurowa struktura przypominająca plaster miodu, której nie da się wykonać standardowymi metodami obróbki skrawaniem.
Aplikacja
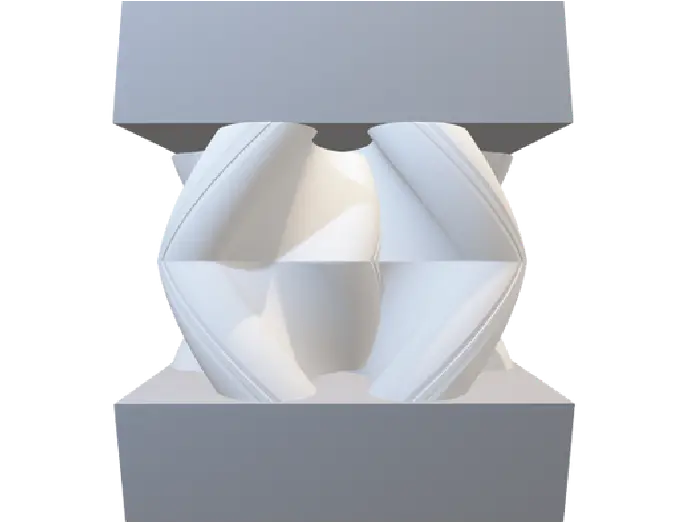
Common S.A. opracowało bezpulsacyjny, cichy gazomierz rotorowy o wysokiej precyzji pomiarowej. Konstrukcja opiera się na dwóch śrubowo skręconych wirnikach pracujących w zamkniętej komorze pomiarowej, co eliminuje siły osiowe i zwiększa trwałość urządzenia.
Największym wyzwaniem pozostała produkcja — geometria wirnika i wymagania tolerancyjne sprawiły, że druk 3D był jedyną realną metodą wytwarzania.
Po wewnętrznej ocenie wybrano technologię FDM jako najbardziej odpowiednie podejście, pod warunkiem że system będzie w stanie konsekwentnie zapewnić:
- dokładność odwzorowania powierzchni poniżej 0,1 mm,
- równoległość osiowa płaszczyzn poniżej 0,05 mm,
- oraz kontrolowane odchylenia na całej powierzchni, a nie tylko wzdłuż liniowych osi X, Y i Z.

Kluczowe wymagania geometryczne i tolerancje
Luzy i ruch bezkontaktowy
- Dwa wirniki pracują bez kontaktu ze sobą, utrzymując 0,1 mm luzu między elementami.
- Wirniki są zamknięte w górnej i dolnej obudowie, z 0,1 mm luzem pomiędzy elementami a obudową.
Wymagania dotyczące osiowania i dopuszczalnych odchyleń
- Górna i dolna powierzchnia są prostopadłe do osi centralnej.
- Cała powierzchnia zewnętrzna nie odbiega od osi o więcej niż 0,08 mm.
- Otwory pozycjonujące wymagają dokładności 0,05 mm.
Rozwiązanie: dyscyplina kalibracji Factory 2.0 NET (Omni TECH+)
Po przetestowaniu wielu maszyn oraz wydruków referencyjnych od wiodących producentów drukarek 3D wybrano rozwiązanie Factory 2.0 NET (Omni TECH+), połączone z precyzyjnie ustawionymi osiami wykorzystującymi bezluzowe układy napędowe śrubowe.
Opracowano dedykowany wydruk testowy oraz proces kalibracji, aby zapewnić, że wirnik spełni wymagane cele dokładności wymiarowej.

Do osiągnięcia rezultatu wykorzystano systemy Factory 2.0 NET (Omni TECH+)
Factory 2.0 NET (Omni TECH+) wyposażona jest w:
- automatyczna korekcja prostopadłości osi X i Y,
- automatyczne poziomowanie stołu,
- precyzyjne napędy śrubowe eliminujące luzy.
Jak zauważa Krzysztof Kardach (technolog druku 3D, Omni3D), dokładność przemysłowa nie polega wyłącznie na spełnieniu liniowych wymiarów w osiach X, Y i Z. Równie istotne jest utrzymanie kontrolowanych odchyleń na całej powierzchni obiektu.
Wybór materiału: dlaczego ESD PETG ma znaczenie w pomiarach gazu?
W tym zastosowaniu do druku wirników wybrano PETG ESD.
Powodem jest bezpieczeństwo i niezawodność w środowiskach, w których występuje gaz łatwopalny:
- urządzenia pomiarowe dla gazów łatwopalnych muszą zapobiegać wyładowaniom elektrostatycznym, aby ograniczyć ryzyko wybuchu
- filament ESD wykorzyste dodatki, które rozpraszają zgromadzony ładunek elektryczny i pomagają zapobiegać powstawaniu wyładowań.
- materiał oferuje również wysoką odporność na uderzenia, co wspiera jego trwałość i wytrzymałość.
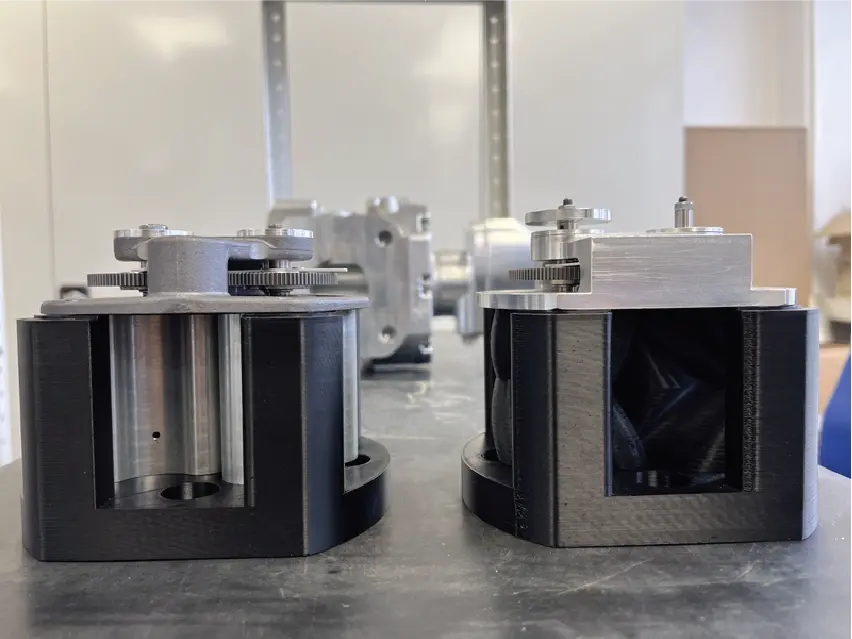
Zoptymalizowany kod druku pozwolił na wydrukowanie pojedynczego wirnika w czasie krótszym niż 4 godziny.
Wyniki
Projekt pozwolił:
- na szybką produkcję precyzyjnych wirników z PETG ESD,
- obniżyć koszy produkcji o współczynnik 5,
- oraz przejść do produkcji seryjnej z wykorzystaniem wielu systemów Omni3D.
Prace te wsparły również zgłoszenie patentowe w Europejskim Urzędzie Patentowym, co skutkowało 10-letnią ochroną patentową dla zaprojektowanych urządzeń.
Gazomierz rotorowy CGR-05 otrzymał medal na 12. Targach Techniki Gazowniczej EXPO-GAS 2023.
Trwają prace nad rozszerzeniem możliwości pomiaru gazów pod wysokim ciśnieniem.
Dzięki temu rozwiązaniu i osiągnięciom, klient zdecydował się na zakup dodatkowych drukarek Factory 2.0 NET (Omni TECH+), tworząc stacjonarną farmę.
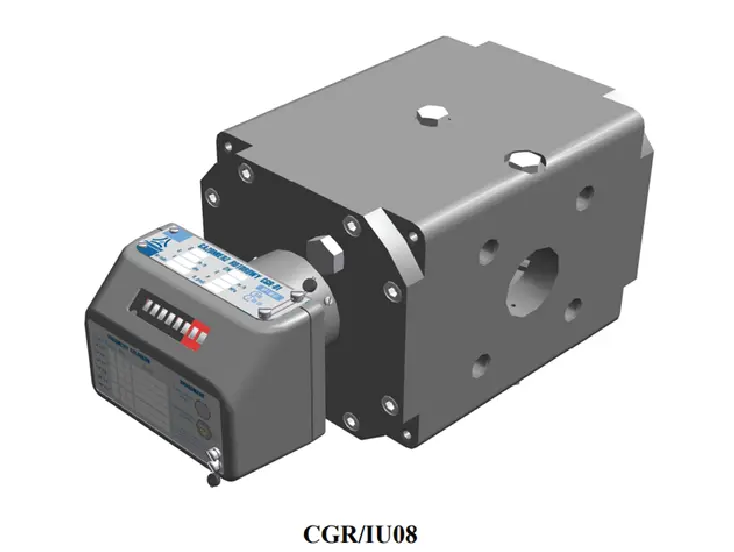
Tabela podsumowania technicznego
| Pozycja | Wartość |
|---|---|
| Przemysł | Energetyczny |
| Klient | Common S.A. |
| Część | Wirnik do bezpulsacyjnego gazomierza obrotowego CGR-05 |
| Kategoria | Części do użytku końcowego |
| Technologia | FDM |
| Materiał | PETG ESD (ESD-PETG) |
| Czas druku | Mniej niż 4 godziny na wirnik |
| Kluczowe luzy | 0,1 mm między wirnikami; 0,1 mm względem obudowy |
| Kluczowe cele dokładności | < 0,1 mm dokładności wymiarowej; < 0,05 mm równoległości płaszczyzn; maks. 0,08 mm odchylenia powierzchni; 0,05 mm dokładności pozycjonowania otworów |
| Drukarka | Factory 2.0 NET (Omni TECH+) |
Wnioski praktyczne
- W przypadku komponentów do pomiaru gazu dokładność wymiarowa i powtarzalność muszą być oceniane na całej powierzchni, a nie tylko wzdłuż osi liniowych.
- Gdy geometria obejmuje profile cykloidalne oraz wewnętrzne struktury ażurowe, technologia FDM może być metodą wytwarzania umożliwiającą realizację projektu.
- W środowiskach z gazami łatwopalnymi materiały ESD mogą być wymaganiem funkcjonalnym, a nie jedynie dodatkową opcją.
- Mechanika maszyn i automatyka pomagają, ale dyscyplina kalibracji może być równie decydująca.
FAQ
Jaka jest główna zaleta drukowania wirnika CGR-05 metodą FDM?
Umożliwia realizację złożonej geometrii wirnika oraz wysoką dokładność wymiarową, których tradycyjna obróbka skrawaniem nie jest w stanie zapewnić w sposób opłacalny, szczególnie gdy wymaganych jest wiele iteracji testowych.
Dlaczego warto stosować PETG ESD do produkcji wirnika dozownika gazu?
Materiał PETG ESD pomaga rozpraszać ładunek elektrostatyczny i zmniejsza ryzyko powstawania wyładowań, co ma kluczowe znaczenie w urządzeniach pracujących z gazami łatwopalnymi. Zapewnia również wysoką odporność na uderzenia, zwiększając trwałość elementów
Jakie były wymagania tolerancyjne?
Luz 0,1 mm między częściami wirującymi oraz względem obudowy, dokładność pozycjonowania otworów 0,05 mm oraz maksymalne odchylenie powierzchni od osi 0,08 mm, przy jednoczesnych wymaganiach dokładności wymiarowej poniżej 0,1 mm.
Jak szybko można wyprodukować jeden wirnik?
Pojedynczy wirnik można wydrukować w mniej niż 4 godziny, stosując zoptymalizowany kod wydruku.
Jaki był wpływ biznesowy?
Proces umożliwił szybszą produkcję i pięciokrotną redukcję kosztów wytwarzania, wsparł produkcję seryjną oraz przyczynił się do uzyskania ochrony patentowej i uznania w branży.
