W środowiskach produkcyjnych o dużej skali produkcji tradycyjne metody obróbki ubytkowej wprowadzają istotne wąskie gardła operacyjne. Oczekiwanie od 8 do 10 tygodni na przyrządy do ustawiania obrabiane CNC, niestandardowe oprzyrządowanie lub komponenty linii produkcyjnej spowalnia cykle iteracji inżynieryjnych i zagraża wydajności hali produkcyjnej.
Gdy niestandardowy zespół produkcyjny wymaga wielu połączonych ze sobą części, ograniczenia tradycyjnej obróbki skrawaniem często zmuszają inżynierów projektowych do dzielenia złożonych kształtów na liczne, pojedyncze elementy. Takie podejście konstrukcyjne zwiększa całkowitą liczbę części w zespole, dodaje niepotrzebną masę do linii automatyzacji oraz wprowadza wiele potencjalnych punktów awarii.
Przechodząc na przemysłową wielkoformatową produkcję addytywną, w szczególności w oparciu o otwartomateriałowe modelowanie metodą FFF (Fused Filament Fabrication), przedsiębiorstwa mogą znacząco zmniejszyć liczbę części, obniżyć masę konstrukcyjną oraz skrócić wielotygodniowe zaległości produkcyjne do poziomu dni.
Wyzwanie inżynieryjne: złożoność części i wydłużone terminy realizacji
Tradycyjna produkcja ubytkowa wymaga dostępu narzędziowego do materiału, co ogranicza swobodę projektowania geometrii. Gdy globalny producent łożysk klasy Tier-1 oceniał system narzędzi transportowych w zautomatyzowanej maszynie montażowej, napotkał typowe wyzwania produkcyjne:
- Nadmierna liczba komponentów: oryginalny zespół narzędziowy wykonany metodą obróbki CNC składał się z 24 pojedynczych części, wymagając intensywnego ręcznego montażu i ustawiania.
- Niska efektywność materiałowa: konstrukcja zużywała 2,5 kg materiału na zestaw, zwiększając obciążenie mechaniczne ramion robotycznych odpowiedzialnych za manipulację.
- Wydłużone czasy realizacji: procesy zaopatrzenia, przygotowania obróbki oraz końcowej produkcji trwały od 8 do 10 tygodni dla jednej serii wymiennej, co generowało nieakceptowalne ryzyko w zakresie utrzymania ruchu.
Aby wyeliminować tarcie w łańcuchu dostaw, zespół zajmujący się projektowaniem narzędzi przebudował geometrię komponentów specjalnie pod kątem przemysłowego druku 3D w technologii FFF.

Rozwiązanie: optymalizacja materiałów i rozpuszczalne systemy wspomagające
Dzięki przeniesieniu fizycznego, cyfrowego stanu zapasów na przemysłową platformę addytywną z kontrolowaną, aktywnie ogrzewaną komorą, inżynierowie zoptymalizowali geometrię narzędzi w trzech odrębnych fazach:
1. Optymalizacja geometryczna i konsolidacja części
Projekt oprzyrządowania został poddany audytowi strukturalnemu w celu zmniejszenia całkowitej liczby komponentów i uproszczenia dalszego procesu montażu. Złożone kanały śledzące, które wcześniej wymagały oddzielnych bloków obrobionych maszynowo, zostały zintegrowane bezpośrednio w pojedynczy, ujednolicony model cyfrowy.
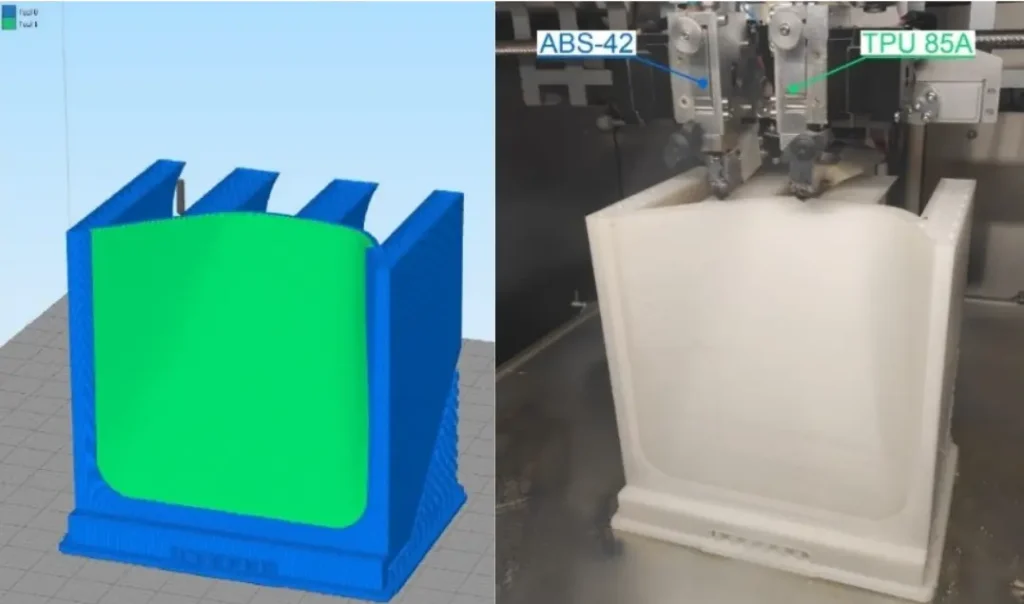
2. Współwytłaczanie dwumateriałowe z rozpuszczalnym nośnikiem
Aby wykonać złożone kanały wewnętrzne bez utraty dokładności powierzchni i stabilności wymiarowej, zastosowano system podwójnego wytłaczania. Główny korpus konstrukcyjny został wydrukowany z wysokiej jakości termoplastycznego tworzywa ABS. Aby podeprzeć złożone wewnętrzne nawisy i mostki, jednocześnie wytłaczano materiał podporowy rozpuszczalny w alkaliach (ODS-20).
[Układ podwójnego ekstrudera]
├── Ekstruder 1: inżynieryjne tworzywo termoplastyczne ABS (korpus konstrukcyjny)
└── Ekstruder 2: rozpuszczalny filament ODS-20 (wewnętrzne rusztowanie)
Po zakończeniu druku cały zespół został umieszczony w specjalistycznej kąpieli ultradźwiękowej. Strukturę podporową całkowicie rozpuszczono, pozostawiając czystą, bardzo precyzyjną geometrię wewnętrzną, której nie dałoby się odtworzyć przy użyciu standardowej obróbki CNC.

3. Badania mechaniczne w stanie zahartowanym
Połączone zespoły addytywne poddano rygorystycznym testom wytrzymałościowym na hali fabrycznej, aby sprawdzić, czy ich trwałość mechaniczna, przyczepność warstw i odporność na zużycie dorównują wydajności starszych narzędzi ubytkowych.
Wpływ na rzeczywistość: wskaźniki frezowania podfrezowego a obróbki addytywnej
Zmiana sposobu działania z tradycyjnej obróbki ubytkowej na wielkoformatowy druk przemysłowy FFF przyniosła natychmiastowe, wymierne ulepszenia w każdym kluczowym wskaźniku efektywności:
| Metryka operacyjna | Tradycyjne metody ubytkowe CNC | Przemysłowa produkcja addytywna FFF | Całkowity wpływ optymalizacji |
| Liczba części montażowych | 24 oddzielne komponenty | 12 zunifikowanych komponentów | 50% redukcji na części |
| Waga materiału | 2,5 kg na zestaw narzędzi | 2,0 kg na zestaw narzędzi | 20% redukcji masy |
| Czas realizacji produkcji | 8 do 10 tygodni | 1 tydzień | O 90% szybszy czas realizacji |
Tradycyjna obróbka CNC ──► 8-10 tygodni
Przemysłowa obróbka FFF ──► 1 tydzień (skrócenie czasu realizacji o 90%)
Oprócz skrócenia czasu realizacji, redukcja masy z 2,5 kg do 2,0 kg znacząco minimalizuje zużycie materiałów i zmniejsza zużycie automatycznych silników napędowych systemu.
Eliminacja przestojów linii produkcyjnej dzięki zespołom narzędzi wielomateriałowych
Kolejną strategiczną zaletą druku 3D klasy przemysłowej w warunkach produkcyjnych jest możliwość współwytłaczania różnych właściwości mechanicznych w ramach jednego cyklu drukowania.
Na szybkich zautomatyzowanych liniach komponenty są często narażone na powtarzalne obciążenia udarowe. Na przykład systemy sortujące kierujące ciężkie metalowe części do pojemników zbiorczych są stale narażone na zużycie i uszkodzenia. Standardowe sztywne elementy stalowe nie posiadają zdolności tłumienia drgań, co prowadzi do uszkodzeń komponentów oraz nieplanowanych przestojów linii w celu przeprowadzenia konserwacji.
[Ujednolicony cykl drukowania]
──► Podstawa konstrukcyjna: Wytrzymały termoplastyczny ABS
──► Wewnętrzny suwak kontaktowy: Amortyzujący TPU (85A)
Wykorzystując dwumateriałowy druk przemysłowy, inżynierowie mogą łączyć sztywne podłoże konstrukcyjne (np. ABS) z lokalnymi elastycznymi elementami tłumiącymi (takimi jak amortyzująca wkładka elastomerowa TPU o twardości 85A) w ramach jednej, ciągłej operacji wytwarzania.
To konkretne połączenie materiałów zapewnia, że podstawa konstrukcyjna utrzymuje ścisłą dokładność wymiarową, podczas gdy elastomerowe strefy kontaktowe pochłaniają ciągłą energię kinetyczną. Na aktywnych przemysłowych liniach produkcyjnych wdrożenie wielomateriałowych komponentów addytywnych pozwoliło wyeliminować ponad 50 godzin przestojów systemów mechanicznych na każdą instalację.
Ekonomia otwartej platformy: maksymalizacja zwrotu z inwestycji w halę produkcyjną
Przy skalowaniu produkcji addytywnej w ramach sieci utrzymania ruchu, napraw i eksploatacji (MRO) w przedsiębiorstwach, całkowity koszt posiadania (TCO) jest kluczowym czynnikiem. Wielu wczesnych użytkowników napotyka wysokie koszty operacyjne wynikające z zamkniętych platform sprzętowych, które wymagają zastrzeżonych, zabezpieczonych chipami kartridży z materiałem.
Opatentowany zamknięty filament (TCO) ──► 115–125 EUR/kg
Przemysłowa otwarta platforma FFF (TCO) ──► 40 EUR/kg (do 68% oszczędności kosztów)
Wybór drukarki przemysłowej zaprojektowanej w oparciu o zweryfikowaną, otwartą platformę materiałową pozwala zakładom produkcyjnym pozyskiwać inżynieryjne polimery bezpośrednio od globalnych innowatorów chemicznych (takich jak BASF, DuPont czy Mitsubishi).
Ta otwarta architektura przynosi wyraźne korzyści finansowe:
- Niższe koszty materiałów eksploatacyjnych: standardowe przemysłowe filamenty ABS w systemach otwartych kosztują średnio około 40 € za kilogram, w porównaniu do 115–125 € za kilogram za identyczne materiały zamknięte w zastrzeżonych ekosystemach.
- Zaawansowane właściwości strukturalne: w zastosowaniach o wysokich obciążeniach można wykorzystywać matryce z krótkimi włóknami węglowymi (np. CF-PA12) w aktywnie podgrzewanych komorach roboczych, aby drukować komponenty o wysokiej sztywności, które skutecznie zastępują tradycyjne metale, bez ponoszenia kosztów związanych z zamkniętymi, zastrzeżonymi ekosystemami.
Podsumowanie: Budowanie odpornego cyfrowego inwentarza
Przejście od fizycznego, wolno rotującego magazynu części zamiennych do zlokalizowanego cyfrowego zapasu pozwala zakładom produkcyjnym uniezależnić się od wstrząsów łańcucha dostaw. Utrzymując zweryfikowane projekty CAD dla niestandardowego oprzyrządowania, przyrządów ustalających i elementów linii produkcyjnej, zespoły operacyjne mogą drukować wytrzymałe komponenty na żądanie bezpośrednio na hali produkcyjnej.
Konsolidacja zespołów części, wykorzystanie dwumateriałowych profili tłumiących oraz wybór otwartych przemysłowych architektur sprzętowych pozwalają nowoczesnym zakładom produkcyjnym zmniejszyć zużycie materiału o 20%, wyeliminować tarcie montażowe oraz skrócić czasy realizacji oprzyrządowania o 90%.