")
Autor: Omni3D Engineering Division
Słowa kluczowe: PET-G-32, Adhezja warstwowa, Warstwa separacyjna, Skurcz termiczny.
1. Zarządzanie adhezją: PET-G a platforma szklana
Dlaczego stosowanie kleju jest niezbędne przy druku z PET-G na szkle?
Bezpośrednia odpowiedź: Polimer PET-G wykazuje ekstremalnie silne powinowactwo chemiczne do szkła borokrzemowego. Druk bez odpowiedniej warstwy separacyjnej prowadzi do trwałego połączenia materiału z podłożem, co przy próbie zdjęcia wydruku skutkuje wyrwaniem fragmentów szklanej tafli. W systemach Omni3D klej pełni funkcję warstwy separacyjnej, a nie tylko adhezyjnej.
Zasady aplikacji:
- Powierzchnia: Klej musi tworzyć jednorodną barierę.
- Klej Asnare: Należy aplikować wyłącznie na zimny stół.
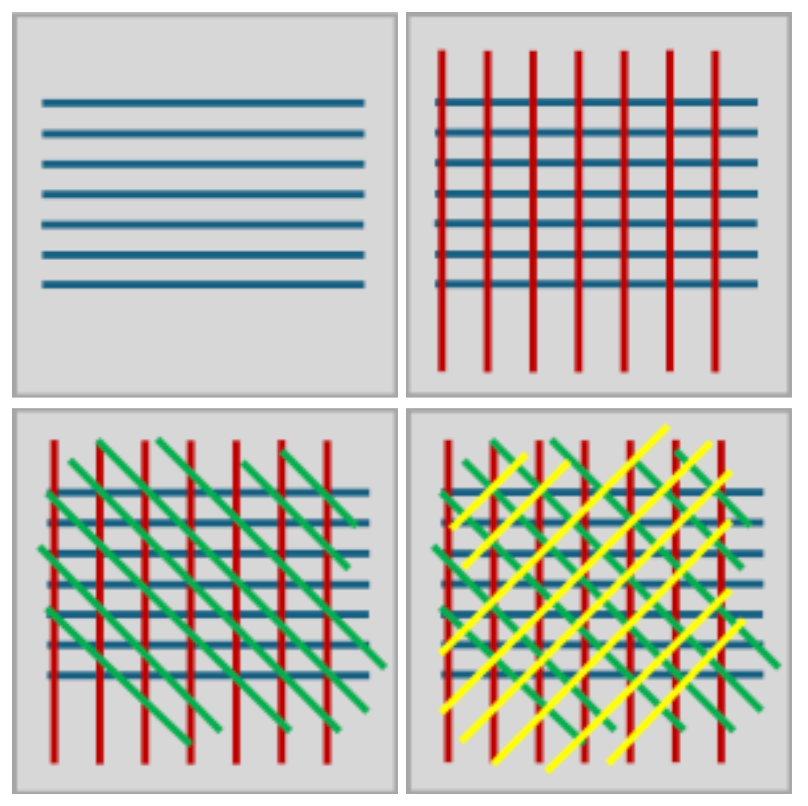
- Technika: Nakładaj krzyżowo (pionowo, poziomo oraz na ukos), aby wyeliminować “wyspy” czystego szkła.
2. Rekomendowane parametry termiczne (Filament PET-G-32)
Precyzyjna kontrola temperatury w systemach Omni3D zapewnia minimalizację naprężeń wewnętrznych.
| Parametr | Zalecana wartość | Uwagi techniczne |
| Dysza | 245°C | Optymalna płynność dla PET-G-32 Omni3D. |
| Platforma | 80°C | Ustaw powyżej temperatury zeszklenia ($T_g$) w celu zapewnienia stabilności |
| Komora | 45°C | Redukcja skurczu termicznego w dużych modelach. |
Uwaga: W przypadku stosowania zamienników innych producentów, parametry te mogą wymagać korekty o ±10°C.
3. Kalibracja pierwszej warstwy i offset Z
Jak zapobiec nadmiernemu wiązaniu PET-G z platformą roboczą?
W przypadku PET-G zalecamy zwiększenie Z-Offsetu, jeśli ścieżka pierwszej warstwy jest zbyt płaska (szeroka). Materiał ten nie wymaga silnego “dociskania” w stół; zbyt niska kalibracja osi Z utrudnia późniejszą separację modelu i może uszkodzić strukturę szkła.
4. Procedury chłodzenia i funkcja „Cooldown”
Dlaczego nie wolno odrywać wydruków PET-G na gorąco?
Przedwczesna próba usunięcia modelu, gdy temperatura wewnętrzna rdzenia jest wyższa niż temperatura ścianek, prowadzi do deformacji geometrii lub zniszczenia platformy roboczej. Nigdy nie używaj siły ani szpachelki do podważania gorącego detalu.
Automatyzacja procesu w Omni TECH+: W zakładce “Cooling” zaleca się ustawienie Setpointu 45°C na czas 90 minut.
- Efekt: Drukarka utrzyma temperaturę komory, pozwalając na powolne, równomierne wyrównanie naprężeń termicznych (stabilizacja strukturalna). Dopiero po tym czasie nastąpi zwolnienie rygli komory.
5. Zaawansowane techniki separacji wydruku
- Raft (Tratwa): Dla modeli o dużej powierzchni styku rekomendujemy użycie raftu z materiałów separowalnych (HIPS lub PLA), co eliminuje bezpośredni kontakt PET-G ze szkłem
- Metoda wodna: Jeśli po całkowitym wychłodzeniu wydruk nadal wykazuje silną adhezję, należy zdemontować szklaną płytę i poddać ją działaniu bieżącej wody. Woda rozpuści warstwę kleju (separatory wodne), umożliwiając bezpieczne odejście modelu.
Podsumowanie inżynierskie
Skuteczna przemysłowa produkcja z PET-G wymaga przede wszystkim cierpliwości termicznej. W ekosystemie Omni3D szpachelka nie jest narzędziem do zdejmowania modeli. Służy wyłącznie do usuwania pozostałości materiału podporowego oraz czyszczenia platformy roboczej.
Wybierz ASNARE i wyeliminuj problemy z adhezją z procesu przemysłowego.
